产品视频展示,助您洞悉道路护栏销售的是诚信产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:宜宾高县道路护栏销售的是诚信的图文介绍

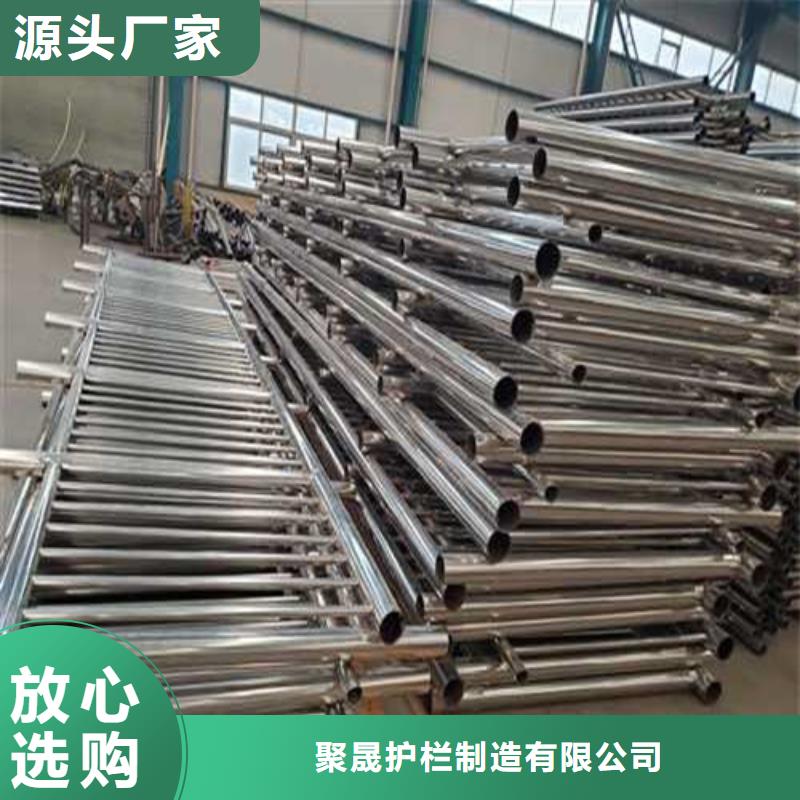
聚晟护栏制造(宜宾市高县分公司)主营: 【中央分隔栏】.我公司以超前的产品创新能力,不断整合新技术、新工艺和自主技术与国际接轨,达到国内先进水平。公司自创办以来,一直坚持“服务好、质量好、价格公道、客户至上、服务周到、让利客户、薄利多销为原则,老实取信为宗旨”的经营理念,治理上坚持以人为本,服务贴心!


产品规格:浸塑丝经5--5mm,网孔60mmx60mm四周双边丝,尺寸:2300mmx3000mm,立柱:60mm/2mm钢管浸塑处理,边框:无附件:防雨帽、连接卡、防盗螺栓,连接方式:卡接产品优点:网格结构简练、美观实用便于运输,安装不受地形起伏限制,是对于山地、坡地、多弯地带适应性极强。 公路护栏是为了更好的维持交通秩序,如何延长使用寿命呢如何防腐呢为了大家的,来了解一下吧:公路护栏具有美观、实用、方便运输和安装;地形适应性强,与立柱连接位随地面起伏可上下;横向四道折弯加强筋,在整体成本增加不多的同时,使网面强度和美感显著增加,是目前国内之一。 进行浸塑是防腐的方法之一,现在国内比较成熟的作法是:粉末浸塑法,它起源于流化床法,所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。所以有时仍叫“流化床包覆法”,实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到“流化状态”。 成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。



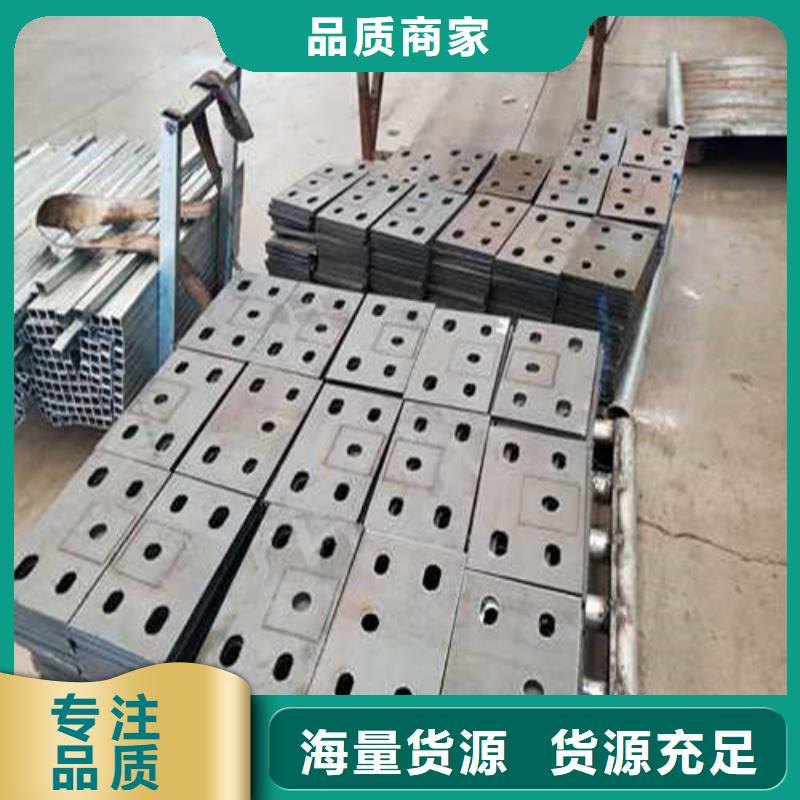
与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、涂塑,硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.5~0.6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。 镀件表面应无漏镀、露铁等缺陷。隔离栏用途:主要用于高速公路、铁路、机场、港口、码头、市政建设及养殖业等,主要作用于隔离及防护。结构:用高强度冷拔低碳钢丝焊接后在经过液压成型,用连接附件与钢管支柱固定。 本产品是专为机场设计的新型围界产品,采用高强度低碳钢丝焊接,立柱为矩形钢及高强度圆管,顶部加焊V型支架,的抗冲击力,顶部在增加刀片刺丝后又很好的增强了防护性能,大型机场已广泛采用此?。 特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。(三)结构:面一体,用连接附件与钢管支柱固定。特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。CC采用后与C型柱钢柱用连接螺栓成型,面平、紧等特点。



产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。 是一种用于公路、高速公路使用的护栏产品,体结构简单,造型新颖,便于运输,易安装的特点。的风筝之都潍产品的主要产地,近年来,在国内许多高速公路部分所采用。通常来说,主要用于高速公路、铁路、桥梁、体育场、机场、车站、服务区、保税区、露天仓储场、港口竺领域的围栏使用。 实体隔离栅智能NHR系列隔被广泛应用与多个行业,介绍一下智能隔离栅在安装方面的一些注意事项:安装场地--隔离栅应安装在场所。电路的铺设--阻隔式栅本安端(蓝色端)和非本安端电路的衔接导线在汇线槽中应分开铺设,各自选用的套管。 本安侧的配线管道内不允许有其它电源线,包含其本安电路运用的电源线。通往风险场所的导线应选用有蓝色符 的本安导线,导线的软铜面积有必要大于0.5平方毫米,绝缘强度应大500。在对阻隔式栅进行通电调试前,有必要注意阻隔式栅的类型、接线办法、线路极性等是不是契合规划及商品需求中的规则,不然可能对人身及设备形成损伤。





 扫一扫
扫一扫