我们为您呈现了一部精彩绝伦的止水铜片PVC橡塑止水带分类和特点产品视频,让您感受产品的独特之处。
以下是:止水铜片PVC橡塑止水带分类和特点的图文介绍

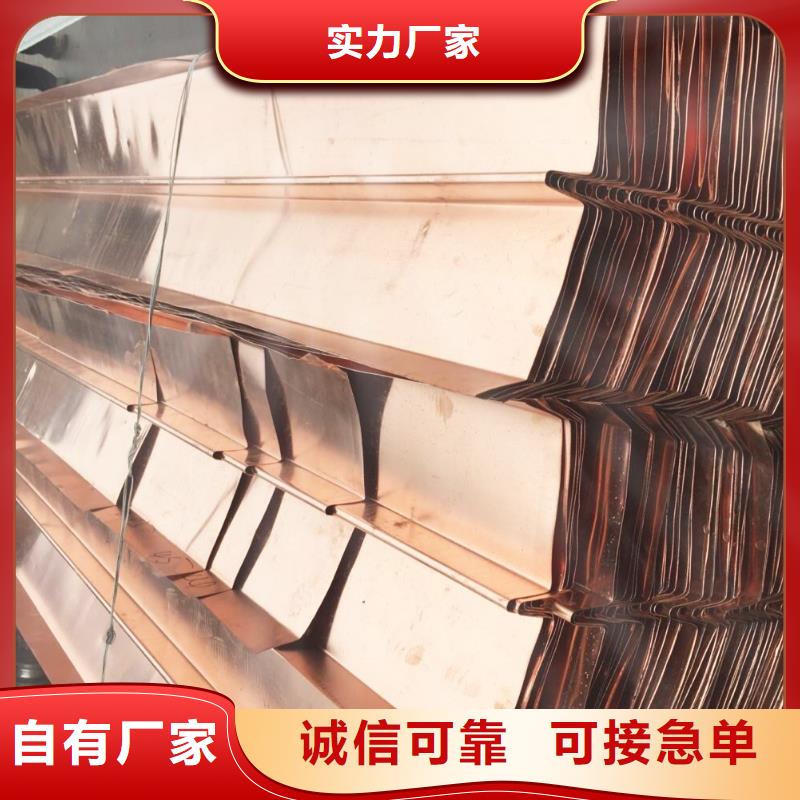
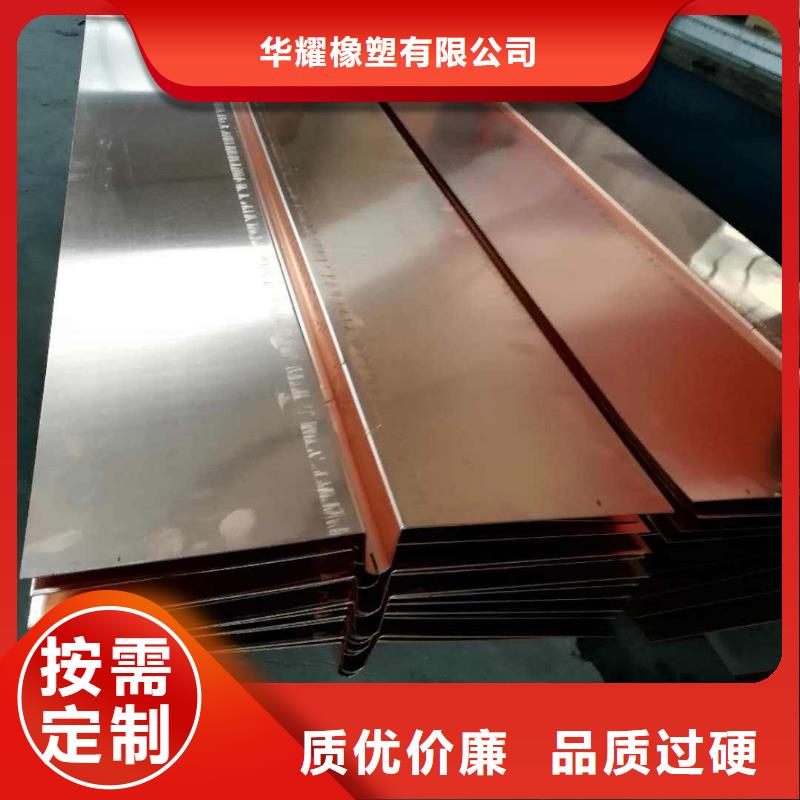
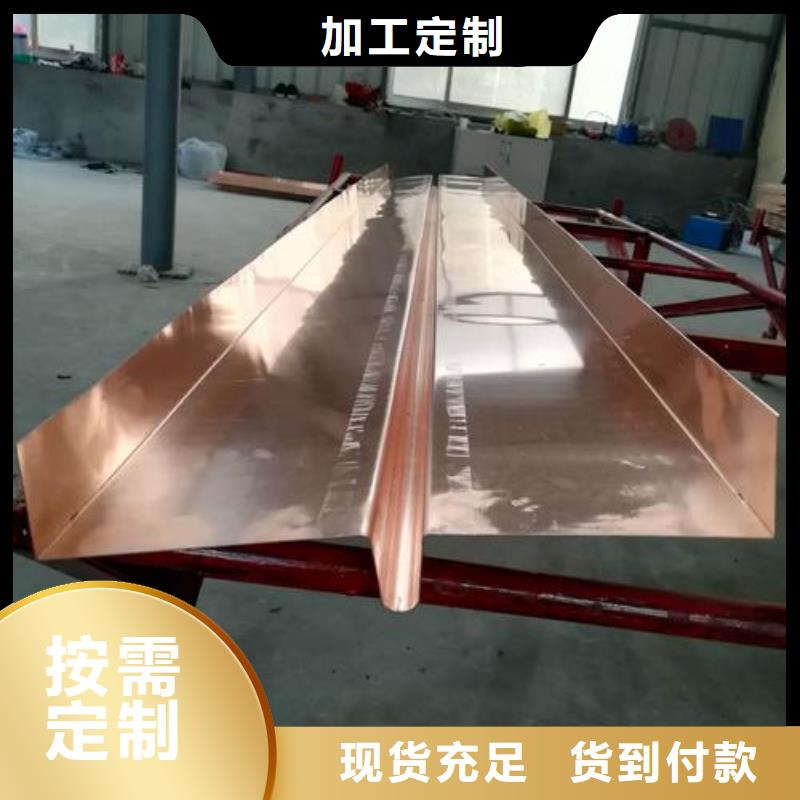
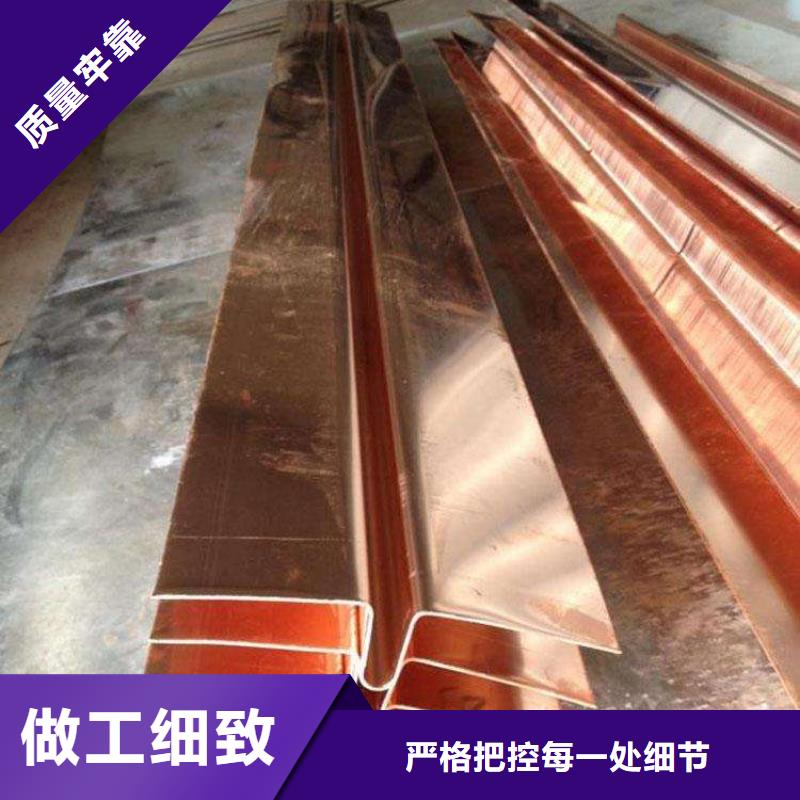
紫铜止水板,紫铜止水带,紫铜止水片是由紫铜生产的众多产品中的一种。 紫铜就是铜单质,因其颜色为而得名。各种性质见铜。紫铜就是工业纯铜,其熔点为1083℃,无同素异构转变,相对密度为8.9,为镁的五倍。比普通钢还重约15%。其具有玫瑰红色,表面形成氧化膜后呈紫色,故一般称为紫铜。它是含有一定氧的铜,因而又称含氧铜。紫铜 因呈而得名。它不一定是纯铜,有时还加入少量脱氧元素或其他元素,以材质和性能,因此也归入铜合金。紫铜加工材按成分可分为:普通紫铜(T1、T2、T3、T4)、无氧铜(TU1、TU2和高纯、真空无氧铜)、脱氧铜(TUP、TUMn)、添加少量合金元素的特种铜(砷铜、碲铜、银铜)四类。紫铜的电导率和热导率仅次于银,广泛用于制作导电、导热器材。紫铜在大气、海水和某些非氧化性酸(、稀硫酸)、碱、盐溶液及多种有机酸(醋酸、柠檬酸)中,有良好的耐蚀性,用于化学工业。 CJ系列紫铜止水片,其主要特点有:抗腐蚀能力强;强度高,能承受较大变形;外观轮廓清晰,无裂纹、压折、凹坑。适用于各类水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝孔洞止水、厂房止水、溢流面下横缝止水等,是防止疏漏的产品


以下是 背贴式橡胶止水带的详细介绍页面,由于广硕橡塑制品有限公司 背贴式橡胶止水带产品种类较多,具体 背贴式橡胶止水带产品价格请致电,以电话中实际报价为准。




焊接点的上锡数量焊接点上的焊锡数量不能太少,太少了焊接不牢,机械强度也太差。而太多容易造成外观一大堆而内部未接通。焊锡应该刚好将焊接点上的元件引脚全部浸没,轮廓隐约可见为好。注意烙铁和焊接点的位置初学者在焊接时,一般将电烙铁在焊接处来回移动或者,这种方法是错误的。
虚焊较难发现,可用镊子元件引脚轻轻拉动,如发现摇动应立即补焊电烙铁的基本使用方法电烙铁是电子焊接中常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
正确的方法是用电烙铁的搪锡面去焊接点,这样传热面积大,焊接速度快。4.焊接后的检查焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。


一般电烙铁的功率有20W25W30W35W50W等等。选用30W左右的功率比较合适。电烙铁经过长时间使用后,烙铁头部会生成一层氧化物,这时它就不容易吃锡,这时可以用锉刀锉掉氧化层,将烙铁通电后等烙铁头部热时,涂上焊锡即可继续使用,新买来的电烙铁也必须先上锡然后才能使用。
2.焊锡和助焊剂选用低熔点的焊锡丝和没有腐蚀性的助焊剂,比如,不宜采用工业焊锡和有腐蚀性的酸性焊油,采用含有的焊锡丝,使用起来非常方便。3.焊接方法元件必须清洁和镀锡,电子元件在保存中,由于空气氧化的作用,元件引脚上附有一层氧化膜,同时还有其它污垢,焊接前可用小刀刮掉氧化膜,并且立即涂上一层焊锡(俗称搪锡),然后再进行焊接。
经过上述处理后元件容易焊牢,不容易出现虚焊现象。焊接的温度和焊接的时间焊接时应使电烙铁的温度高于焊锡的温度,但也不能太高,以烙铁头刚刚冒烟为好。焊接时间太短,焊点的温度过低,焊点融化不充分,焊点粗糙容易造成虚焊,反之焊接时间过长,焊锡容易流淌,并且容易使元件过热损坏元件。






 扫一扫
扫一扫