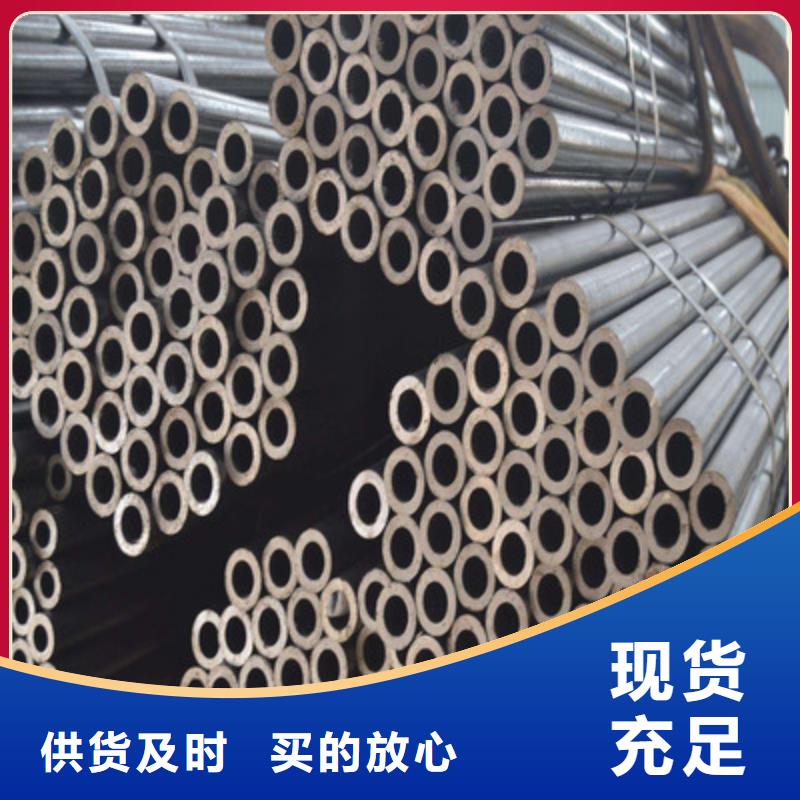
融拓金属材料(抚州市金溪县分公司)是 [钢管]等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
自有厂家多年【钢管】经验质量值得信赖
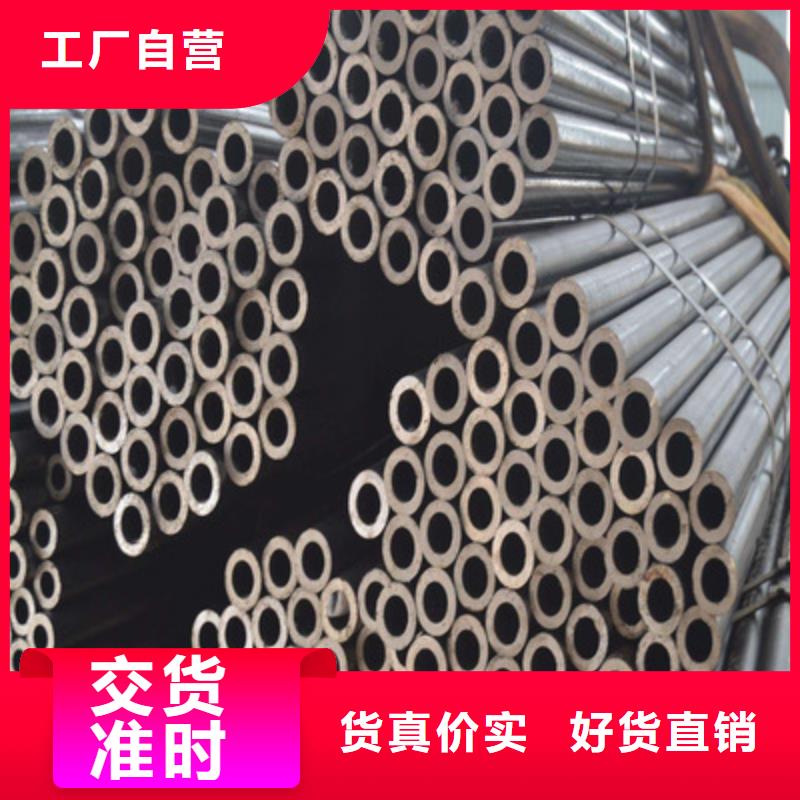
【钢管】品质优良贴心服务用质量打造市场口碑
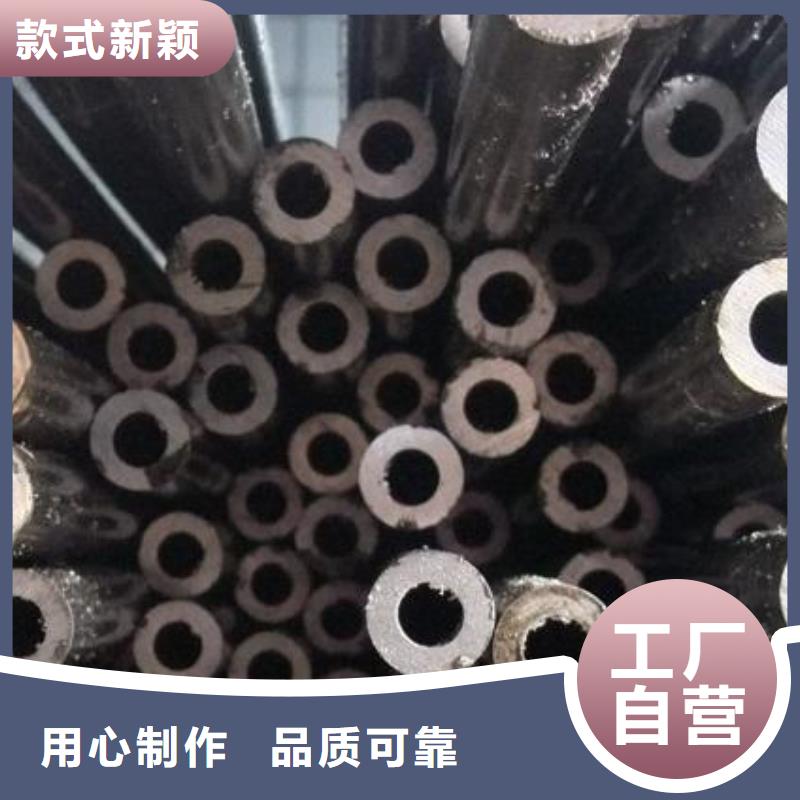
规格种类多样【钢管】可根据需求定制
技术支持:s797.com
首页
交谈




 扫一扫
扫一扫














