



 扫一扫
扫一扫

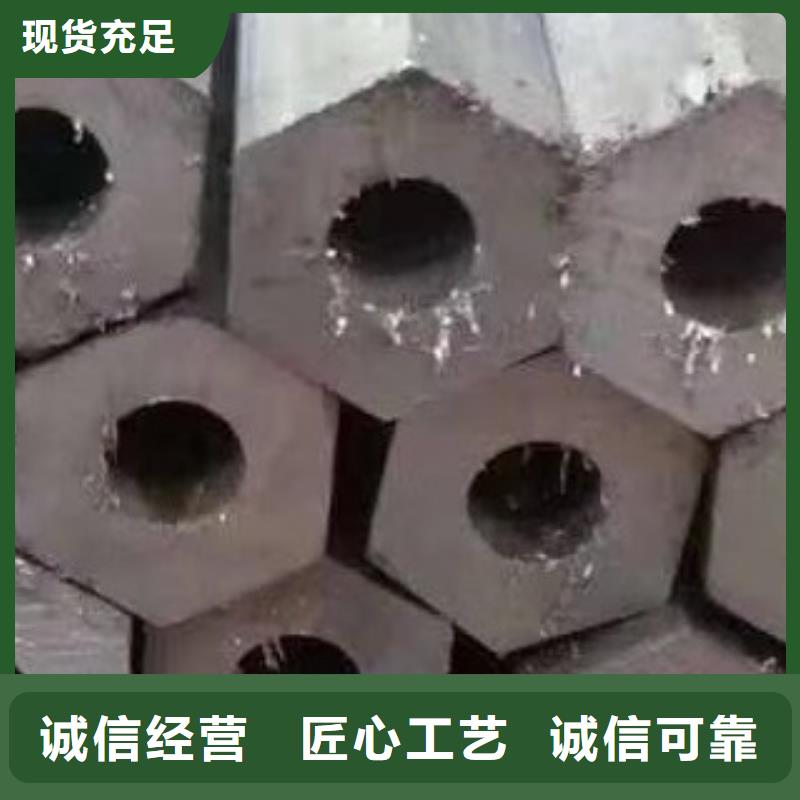
无缝钢管制作工艺
①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
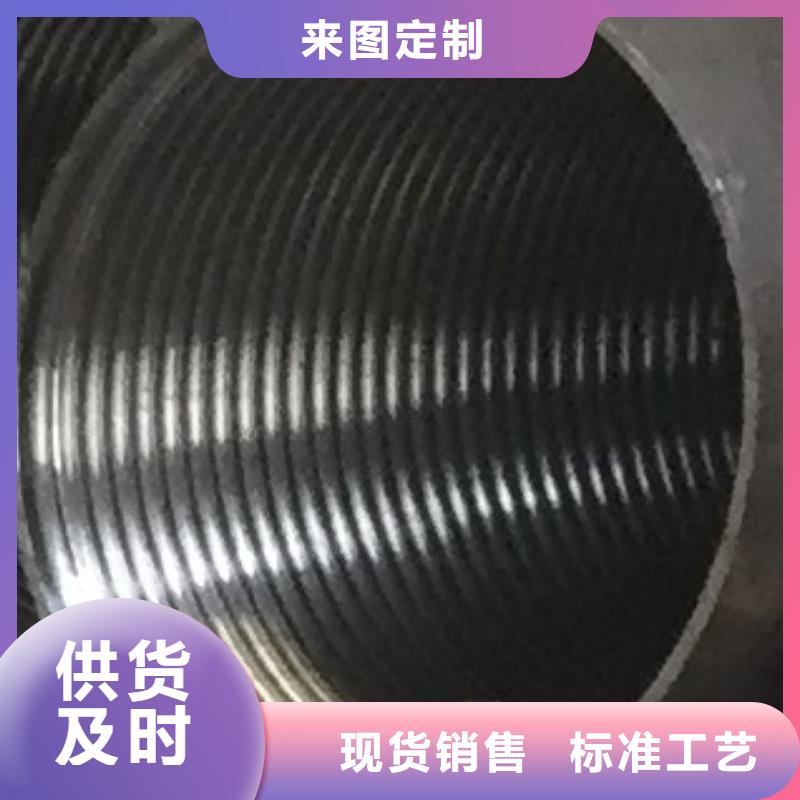
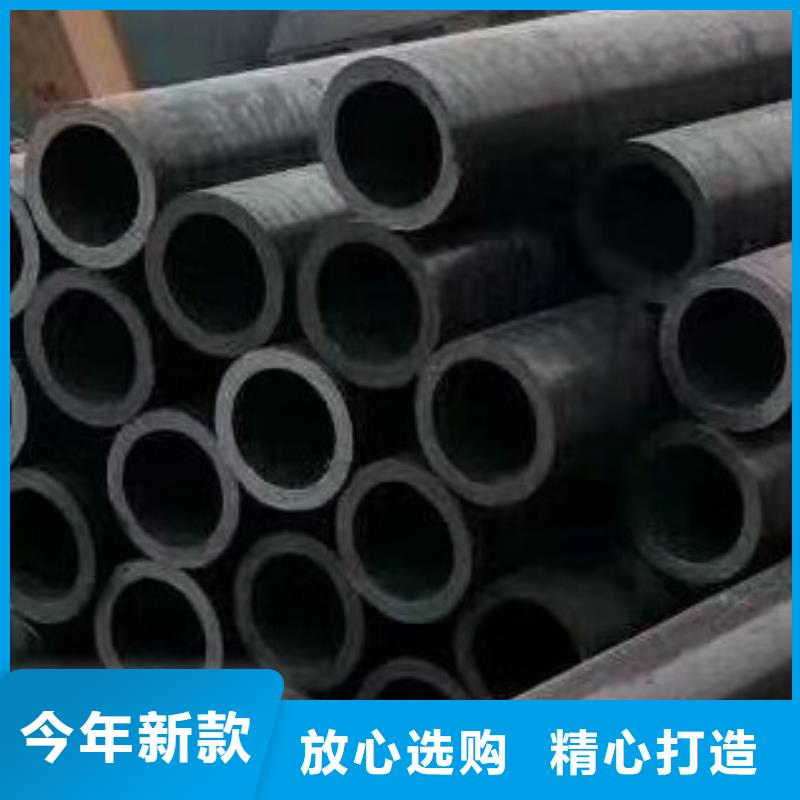
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。


焊接透过下列三种途径达成接合的目的:
1、加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助单独加热熔点较低的焊料,无需熔化工件本身,借焊料的毛细作用连接工件(如软钎焊、硬焊)
2、在相当于或低于工件熔点的温度下辅以高压、叠合挤塑或振动等使两工件间相互渗透接合(如锻焊、固态焊接)
3、依具体的焊接工艺,焊接可细分为气焊、电阻焊、电弧焊、感应焊接及激光焊接等其他特殊焊接。



吹氧管特点:
消耗低:耐高温涂层一起形成强大的耐热性和抗氧化性,可达到 限度吹氧管消耗量,降低成本费用;
质量高:从原材料的筛选到成品的制作的各个生产环节都在严格的质量控制管理中;
价格低:较先进的生产设备形成的生产线,实现了产品的质优价廉。



友丰商贸(威海市分公司)产品根据“国标”制造,高质量的 高低压锅炉管产品是企业发展的根本,在严把质量关的同时, 高低压锅炉管产品的每个部件都选自国内标准企业,还可根据客户要求用进口部件,只有不断提高 高低压锅炉管产品质量,才能满足客户日趋严格的质量要求,公司的发展源于自身对产品质量严格要求。在严格自身质量管理的同时,关健部件采用高品质进口产品。公司视 高低压锅炉管产品质量为企业生命,十分注重产品的不断开发和更新,强化质量保证体系,加强质量检测和监控。

技术支持:s797.com