



 扫一扫
扫一扫
友丰商贸(临沂市分公司)位于开发区武夷山路,公司将以z u i专业的精神为您提供、经济、专业的服务。公司一贯坚持以质量树信誉, 以创新求发展,努力为各户提供一 流的产品,-流的服务,客户的需求就是公司发展的z u i大动力。现在我们将以顾客为关注焦点,坚持以可持续发展为导向,创新求实;以满足客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。公司将继续秉持追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户!公司宗旨: -流的品质和服务创造企业品牌。经营理念:以以为本,开拓创新,持续改进,追求卓越。质防针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。








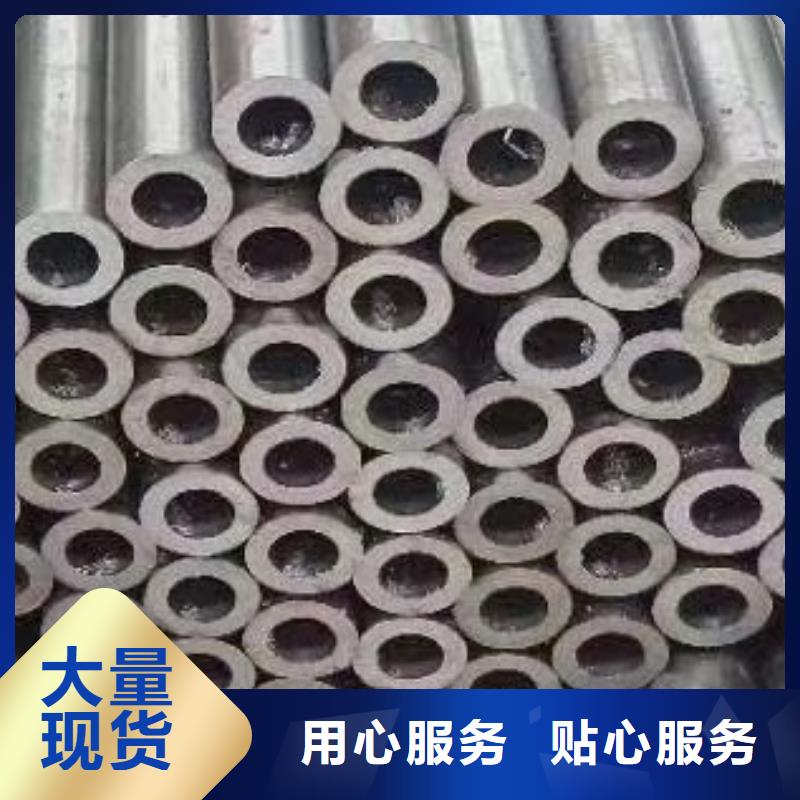
16Mn低温管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
16Mn低温管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装



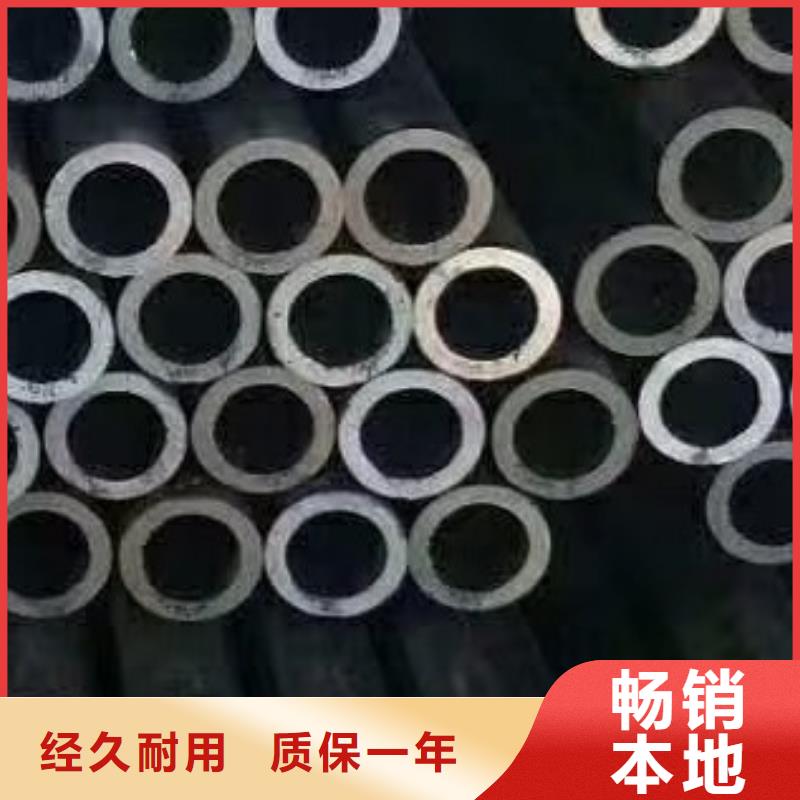
无缝钢管钝化
酸洗处理产品特点优势:
1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率
2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可
3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。
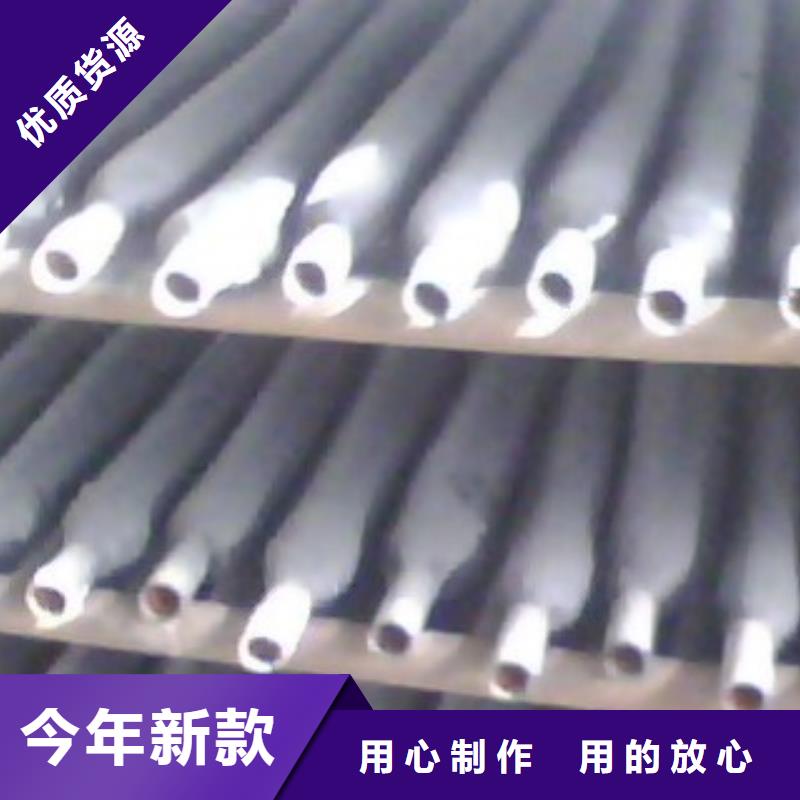
钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。
以上是常见的无缝钢管的酸洗和钝化的主要的处理的过程和主要的步骤供大家进行参考
技术支持:s797.com