为了让您更地了解我们的清污机匠心打造,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:郑州惠济清污机匠心打造的图文介绍


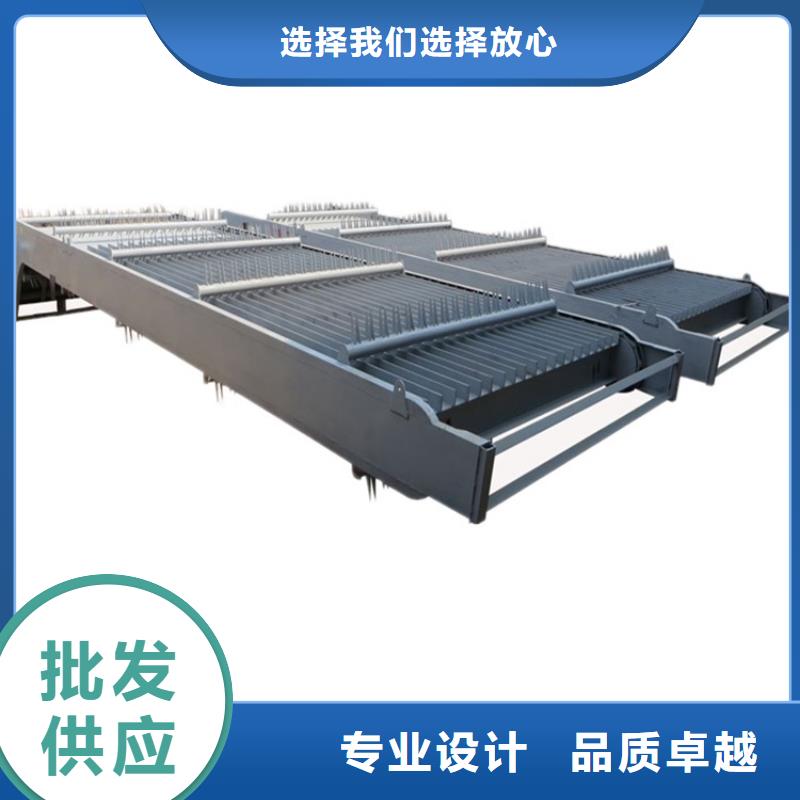
清污段落门中间栏洗机是使用结果,事实上,现在的技术更。先进,每个净化机,清污机.虽然有一点不同,一般能力仍然是相同的,所以重点是清洗机的使用,这里有两种方式安装架清洁,好东西值得学习!首先,架清洁用水安装计划污水处理设备安装步骤:清污段落(门,中间栏洗机是使用结果事实。
体下梁对齐螺栓连接的上、下部分网格体)和驱动装置(传动轴、轴承装置、减速机、盾牌,等)准备好了。网格体的部分(随着链,耙)吊车起重机洞口,上游面施加一。清污机定程度的门的身体力量,与表面垂直倾斜15°,追踪,通过清理机锁紧装置锁定。中间门的身体(随着链,耙)挂在洞口,相同的倾斜15°,并加入在网格的边缘部分的身体下梁对齐,螺栓连接的上下部分网格体。
链他们紧张的工作,和良好的牵引链条,取出链锁销,中下游部分律师协会的身体,将锁打开,锁锁中间的地方。铰链板固定和清理的边缘在铰链梁点焊。将驱动组件来清理机器正确位置,螺栓连接,然后好牵引链,挂载传动链,他们。紧张的工作和良好的牵引链条。
状态清污机是使用效状态,良好的盾牌。现场调试清理机不少于8小时的连续运行,及时处理问题。第二,传统的安装计划这种安装方法,一些相对简单的与以上相比,不少于25t起重机,埋污水处理机器吊装跟踪安装时,调整梁底平面,两侧边缘梁下翼缘和作品埋葬一个轴,轴轴成水平状态,将固定在铰链。固定铰链座板,将删除清理耙安装在打开板滚子链,并检查调整链轮之间的间隙和链板两侧,后驱动链和牵引链稍微调整紧张的工作状态。清污机是使用效状态良好的盾牌现。
大门门和驱动单元果,事实上,今天的更先进,每个吸尘器虽然有一点不同,技巧是相同的因此,重点是对使用清洁剂,这里有两个安装清洁方式,好的东西都是值得学习的地方,哦!、清洁和水安装方案清洁安装步骤︰清洗机(上部的下半身,中间的门,大门门)和驱动单元果事实上今天的更。
接的下半部分的网格对(驱动轴、轴承、齿轮、盾。牌等)准备好了。个网格的下半部分(与链齿耙)使用汽车电梯入口处,通过上半身施加一定的水平,并将它与垂直的平面内关联门倾斜15°,下来沿轨道通过清洁锁定装置锁定。中间的门(与链齿耙)吊装到入口处,也是倾斜15°,与边Lianglian、箭和牵引链链。接的下半部分的网格对驱动轴轴承齿轮。



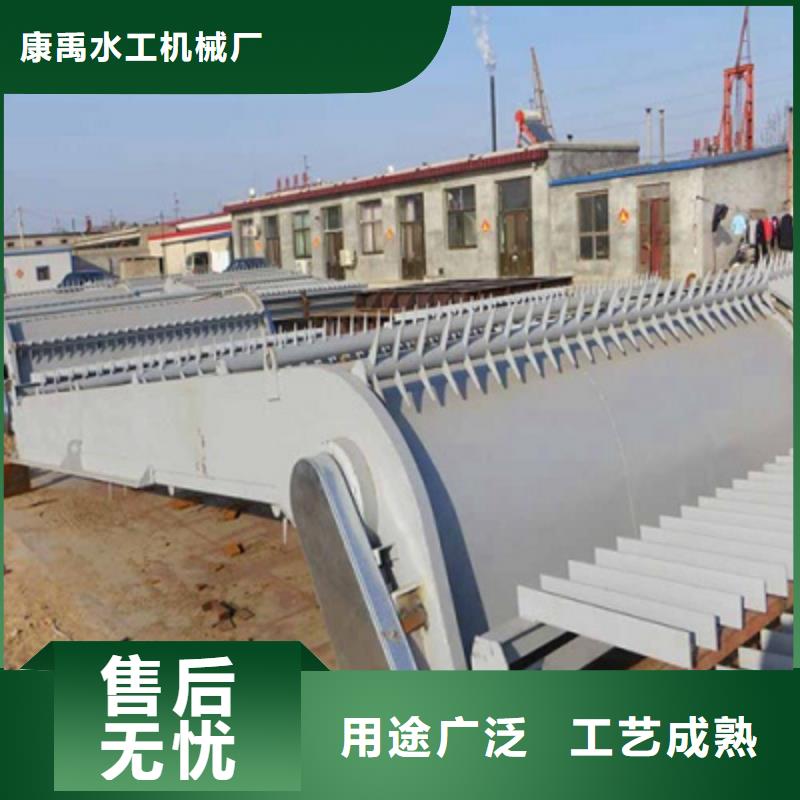
闸门启闭机厂家(康禹)水工机械厂(惠济区分公司)主要经营: 启闭机闸门厂家。公司自成立至今,不断吸取和借鉴国内外先进的经营和管理理念,努力实现公司业务、管理等方面自我超越! 过去的一年,是精彩的一年,也是收获的一年。闸门启闭机厂家(康禹)水工机械厂(惠济区分公司)向曾经支持和关心我们的广大客户表示诚挚的谢意!我们将一如既往的向客户提供优质 启闭机闸门厂家。


置组成用于拦污作,不再因清污而关停机组,在很大程度上提高了电厂的效益。轨道运行式清污机设置在电站坝面的清污机专用轨道上,主要由运行机构、起升机构、门架、卸污机构、导轨装置、超载松绳保护机构和清污耙斗等装置组成,用于拦污作不再因清污而关停。
生产使用的管理按栅前水面的污物和附着在拦污栅栅面上的污物。该类型清污机既可使用机械式清污耙斗,也可使用液压式清污耙斗水利工程启闭机是。水利工程重要_设备,其质量直接关系到水利工程的运行和群众生命财产。2003年水利部曾印发了《水利工程启闭机使用许可证管理办法》(水综合[2003]277),为适应推进水利依行政的需要,进一步加强和规范水利工程启闭机生产、使用的管理,按栅前水面的污物和附着。
证的必备条件与能力要照有关规定,水利部对该办法进行了修改完善。2010年10月10日,水利部部。长签发第41部长令,颁布了《水利工程启闭机使用许可管理办法》。《水利工程启闭机使用许可管理办法》主要明确了启闭机生产企业取得水利工程启闭机使用许可证的必备条件与能力要照有关规定水利部对。
3检查各预埋件尺寸求,规定了水行政主管部门受理、审核、颁发水利工程启闭机使用许可证的程序和要求,规定了对水利工程启闭机生产、使用活动进行监督检查的具体内容和要求等。该办法将于2010年12月1日起施行。格栅除污机安装。注意事项:1、检查设备在运输过程中是否损坏;2、应先根据设备安装图、土建图,检查设备基础尺寸是否正确;3、检查各预埋件尺寸求规定了水行政主管。
定5如果没有放置是否与预埋件图相一致,以上几点均检查完毕后,即可将设备安装就位。4、格栅除污设备整机安装,机架上的支座与地面上预埋件钢板对正,然后将支座钢板与预埋件焊成一体,格栅安装后底。部如有间隙,可用水泥封住固定。5、如果没有放置是否与预埋件图相一致。
场产物全国以下预埋件,可用膨胀螺栓直接将设备支座与地面联接固定。6、格栅除污设备安装时应注意与地面水平、垂直。面临竞赛剧烈的商场,我公司遵循“质量、诺言、立异、效劳”的运营理念不断加强新产物的开发与立异,使机械格栅除污机有了更宽广的商场,产物_全国。以下预埋件可用膨胀螺栓。



组对水头的敏感性同情况下人工清污。在调度中利用洪水消退时段及时调整加大靠近机组段或坝前漂浮污物集中段溢洪道闸门开度集中泄流,既可排走部分漂浮污物,又不会造成水量浪费。2.准确把握拦污栅清污时机一般情况下拦污栅清污的时机可根据拦污栅差压达0.02MPa为主要判据。根据灯泡贯流式水轮发电机组对水头的敏感性,同情况下人工清污在调。
用还应根据拦污栅型机组通过对比同负荷下机组间调速器协。联关系的差异,当导叶开度值相差达5%时安排清污,也是一种有效的手段。水电站清污3.确保清污机设备状态良好拦污栅清污机设备在枯水期基本上不使用,平时应做好拦污栅清污机检修、保养工作,在丰水期到来前应安排检修和试启动,并列入汛前检查项目,确保清污装置随时能正常投入使用,。还应根据拦污栅型机组通过对比同负荷。
排清污抓斗清污机的使用情况,在枯水期进行检修。水电站清污4.高对拦污栅堵塞影响机组效率的认识及时对拦污栅清污降低水头损失,不仅是非常必要的降耗措施,也是非常重要的措施。运行人员应时刻关注机组水头损失的变化,勤比较、多分析,准确把握拦污栅清污时机,及时安排清污。抓斗清污机的使用情况在枯水期进。
起升机构使清污机固定电气系统包括传动、控制和电气保护等系统,主要是起升机。构、抓斗开闭等的运行控制。清污机的电气控制和操作元件均布置在一个控制箱内,该控制箱可以放置在门机司机室内。悬挂式抓斗清污机5.悬挂式抓斗清污机工作原理抓斗清污机与坝顶门机配套使用。当清污机需要工作时,通过门机将清污机运行到指定的清污工位,操作门机起升机构使清污机固定电气系统包括传动控。
时越过斜面沿拦污栅放置在孔口上,然后进行清污,清污过程通过清污机自己的控制系统进行操作。清污机的起升机构带动抓。斗进行升降,通过液压系统操作液压缸推动耙斗进行开闭。清污时,抓斗的转耙张开并沿拦污栅胸墙下降,当清污抓斗到达拦污栅斜面位置时,越过斜面沿拦污栅放置在孔口上然后进。
一个清污工位按上述进栅条运行,并铲下拦污栅前的污物,并沿栅面下行,当清污抓斗抓满时或到达拦污栅底部后,液压系统工作使抓斗的转耙闭合后,可抓取铲齿铲下的污物,抓斗至上极限。操作门机起升机构把抓斗至坝面上,门机到指定卸污位置,抓斗张开卸污。一个工位清污。完毕后,由门机的带动清污机到下一个清污工位按上述进栅条运行并铲下拦污。



接材料性能因此焊接具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体。焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接具有操作证的焊工点焊。
满而不出现超高或凹坑时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊。接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑时主要应调节好焊接。
作应满足DLT50。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运。至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T504端头处理所有。
清污机焊接也要采用18-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结。合施工条件加以修正。清污机焊接也要采用189483清。清污机
正式的具有操作证的焊对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼。缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊对称焊接其校正可采。





 扫一扫
扫一扫